
Case Study
Stope optimisation with Subtek 4D™
14 Feb 2024
Dugald River Mine, MMG
Mt Isa, Australia
MMG owns and operates the Dugald River underground zinc mine in North-West Queensland, Australia. The operation uses sub level open stoping to mine one of the world’s highest grade zinc deposits, producing between 170 – 180 kt per annum of zinc in concentrate.
The situation
As a modern, mechanized, high-grade mine with a discrete orebody, Dugald River always seeks to improve the performance of its longhole stopes.
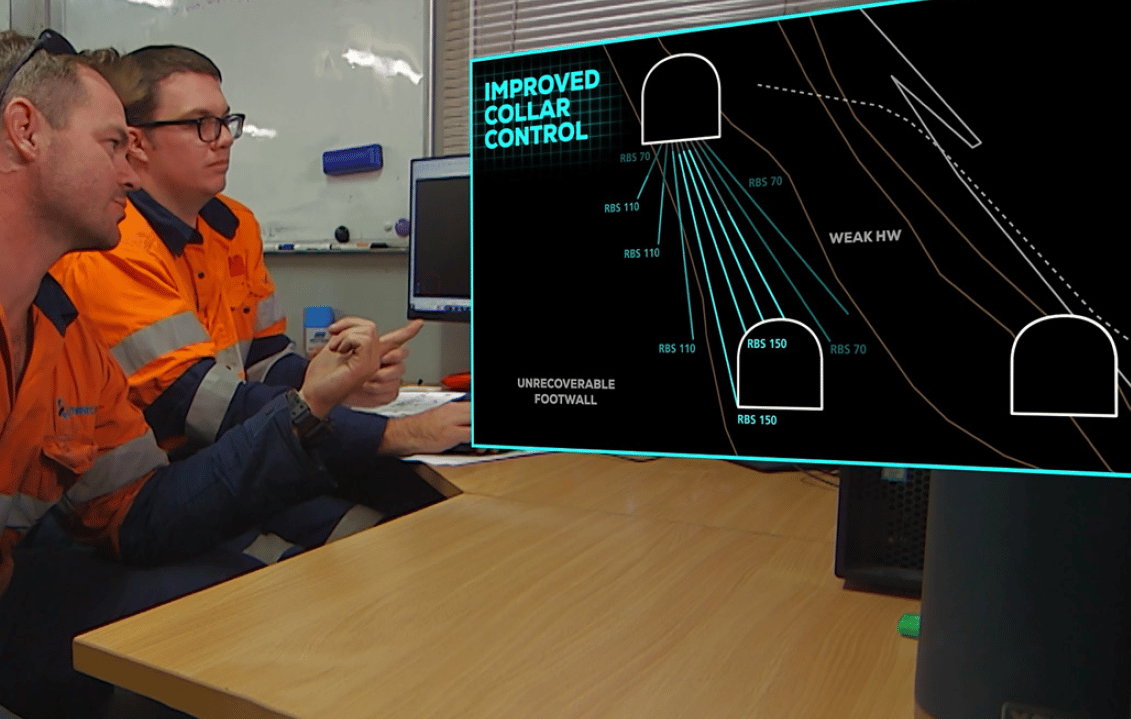
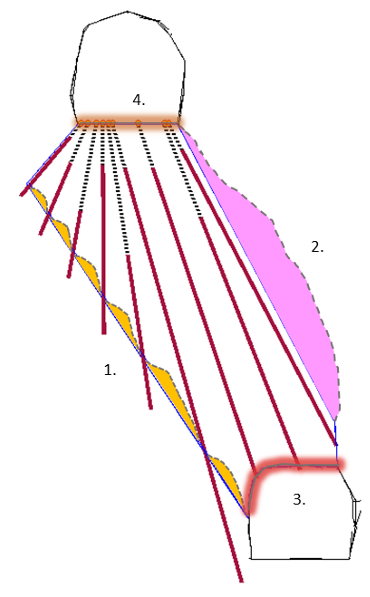
Figure 1 illustrates the common challenges in a typical stope.
- Recovering ore from the footwall contact (yellow)
- Controlling dilution from the weak hangingwall (pink)
- Reducing damage to the brow at the extraction level (red)
- Cleaning and re-using blastholes from the access level (orange)
Conventionally, blast designers at Dugald River were restricted to choosing low, standard, or high-density ammonium nitrate emulsion (ANE). Changing the explosive energy within the ring was not simple. Hydrostatic pressure changes increased the density and energy at the toe of long columns and limited the maximum column length. Overall, the lack of energy control options for designers often lead to unfavourable blasting results. Typical stope recovery in comparable stopes was 90% and typical dilution was 11%.
The hangingwall contact between ore and waste is the main source of dilution at Dugald River. The stope geometry usually places a single parallel, long hole along this contact. To achieve the desired stope shape it is necessary to consistently distribute just enough energy along the hangingwall to break the ore up to the point of contact and no further.
Recovering all the ore on the footwall presents a different challenge. The ore is more confined and multiple holes intersect the contact at different angles, sometimes penetrating the barren host rock.
Damage to hole collars on the access level increases unproductive rework for hole cleaning between blasts. Damage to brows on the extraction level increases less productive tele-remote bogging. In some cases, brow rehabilitation is required.
Technical solutions
Orica’s 4D™ bulk system for underground mining operations expands the range of energy available to blast designers. 4D™ uses a modified delivery system and re-engineered emulsion, without extra raw materials. With 4D™, blast designers can easily specify energy variations between and within blastholes, giving more control over damage, dilution and recovery.
Dugald River was the first mine globally to trial Orica’s Subtek™ 4D™ system for underground. MMG and Orica worked together in a multi-phase trial to explore the effects of the wider energy range and variable in-hole energy control. Orica operations personnel loaded blast holes in
conjunction with MMG employees and contractors, while Orica technical services engineers provided guidance on design and engineering solutions.
The trial used a phased approach to optimize stope
performance:
Phases 1 & 2: Mobilisation and small-scale blasting to validate the delivery system performance.
Phase 3: Full scale production blasting using a conventional energy range of 50 – 150% Relative Bulk Strength (RBS), with limited design changes, focusing on hanging wall dilution control and stope recovery.
Phase 4: Full scale production blasting taking advantage of the full capability of the 4D™ bulk system using an expanded energy range of 50 – 170% RBS.Designs used multiple in hole energy options, and a collaborative design approach focusing on dilution control, recovery, brow control, and reducing cleanouts
The result
The 4D™ trial gave favourable results for all metrics, as shown in Table 1.
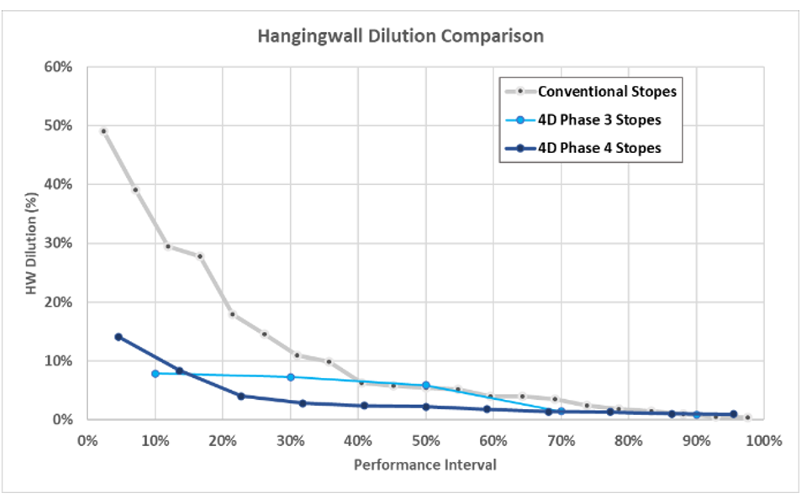
Hangingwall Dilution During Phase 3, evenly distributing energy along the hanging wall hole with Subtek™ 4D™ at 50 – 70% RBS reduced dilution to 4.7%. In Phase 4, design changes further improved dilution to 3.7%, a 64% reduction from baseline. Scaled to the full mine production this potentially avoids 136,000 tonnes of waste rock mined.
Figure 3 shows the performance of conventional stopes, as well as trial Phases 3 and 4, with stopes ranked by performance interval, with the worst performing stopes at 0% and the best performing stopes at 100% for all data. This chart shows 4D™ stopes were consistently performing with < 3% for the majority of Phase 4, a significant improvement without compromising stope recovery.
Table 1 Results Summary
Baseline | Phase 4 | % Change | |
| Highwall dilution | 11.0% | 3.7% | -64% |
| Stope recovery | 90% | 93% | +3% |
| Brow failure | 44% | 14% | -73% |
| Hole cleanouts* | 44.5m | 22.3m | -48% |
*average metres of hole cleanouts per stope
Ore Recovery
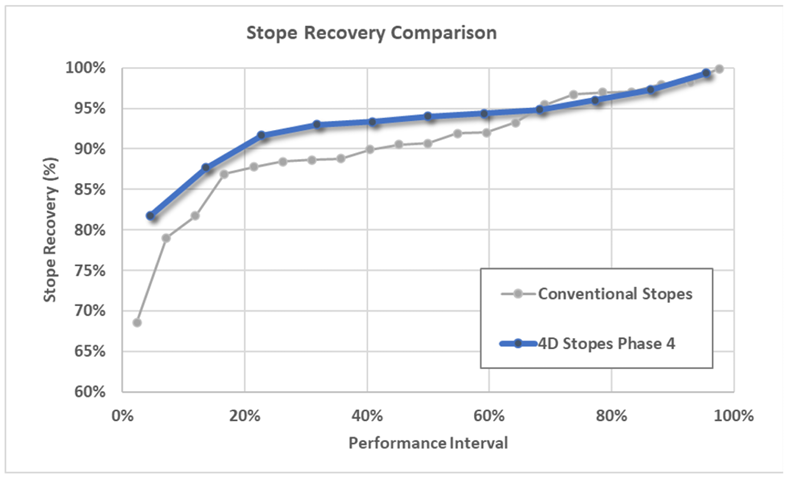
In Phase 4, applying the 4D™ system’s full capability increased average stope recovery from 90% to 93%, and up to 95% in stopes that were fully compliant to design. Scaled to full year production this represents approximately 10,000 tonnes of extra zinc metal in ore equating to an additional AUD 23.3m in revenue. Stope recovery performance for conventional and 4D™ blasting is shown in Figure 4.
Brow Control
Subtek™ 4D™ reduced the brow failure rate from 44% to 12%. Better brows improved operational efficiency by reducing tele-remote bogging, and eliminated the need to stock specialised packaged explosives with limited shelf life.
Hole Cleanouts
Through improved charge column control the Subtek™ 4D™ system reduced damage at hole collars, with a 48% reduction in hole cleanouts per stope.
" Customer Testimonial
“ The 4D™ product is going to enable more precise and efficient mining methods, it has allowed us to be smarter in our design and less wasteful in the application of explosives in stoping. Long term benefits will be in reducing hangingwall dilution, being more precise and selective in mining stopes..”
- Dirk Van Hest, Mining Technical Services- Superintendent MMG
Acknowledgements
Orica wishes to thank MMG for its support and permission to publish this case study.
Design-compliant stopes achieved
95% average stope recovery
Annualised impact approximately
10,000 t zinc = AUD $23.3M
``